真空滅弧室,又名真空開關管,是中高壓電力開關的核心部件,其主要作用是,通過管內真空優良的絕緣性使中高壓電路切斷電源后能迅速熄弧并抑制電流,避免事故和意外的發生,主要應用于電力的輸配電控制系統,還應用于冶金、礦山、石油、化工、鐵路、廣播、通訊、工業高頻加熱等配電系統。具有節能、節材、防火、防爆、體積小、壽命長、維護費用低、運行可靠和無污染等特點。真空滅弧室從用途上又分為斷路器用滅弧室和負荷開關用滅弧室,斷路器滅弧室主要用于電力部門中的變電站和電網設施,負荷開關用滅弧室主要用于電網的終端用戶。
分類
按外殼分:玻璃真空滅弧室、陶瓷真空滅弧室。
按用途分:斷路器用真空滅弧室、負荷開關用真空滅弧室、接觸器用真空滅弧室、重合器真空滅弧室、分段器用真空滅弧室及其它特殊用途真空滅弧室。
結構形式
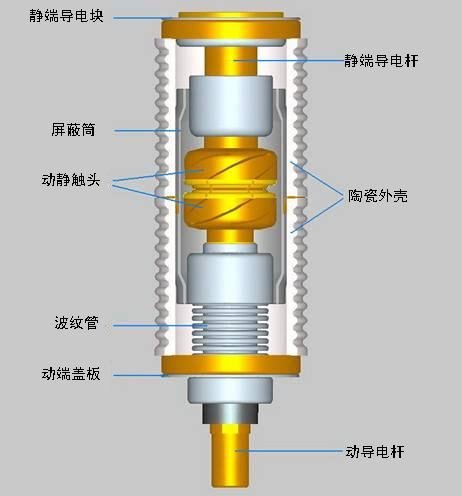
主要由氣密絕緣外殼、導電回路、屏蔽系統、觸頭、波紋管等部分組成陶瓷外殼真空滅弧室。
氣密絕緣系統
由玻璃或陶瓷制成的氣密絕緣外殼、動端蓋板、定端蓋板,不銹鋼波紋管組成了氣密絕緣系統。為了保證玻璃、陶瓷與金屬之間有良好的氣密性,除了封接時要有嚴格的操作工藝外,還要求材料本身的透氣性盡量小和內部放氣量限制到極小值。不銹鋼波紋管的作用不僅能將真空滅弧室內部的真空狀態與外部的大氣狀態隔離開來,而且能使動觸頭連同動導電桿在規定的范圍內運動,以完成真空開關的閉合與分斷操作。
導電系統
定導電桿、定跑弧面、定觸頭、動觸頭、動跑弧面、動導電桿構成了滅弧室的導電系統。
其中定導電桿、定跑弧面、定觸頭合稱定電極,動觸頭、動跑弧面、動導電桿合稱動電極,由真空滅弧室組裝成的真空斷路器,真空負荷開關和真空接觸器合閘時,操動機構通過動導電桿的運動,使兩觸頭閉合,完成了電路的接通。為了使兩觸頭間的接觸電阻盡可能減小且保持穩定和滅弧室承受動穩定電流時有良好的機械強度,真空開關在動導電桿一端設置有導向套,并使用一組壓縮彈簧,使兩觸頭間保持有一個額定壓力。當真空開關分斷電流時,滅弧室兩觸頭分離并在其間產生電弧,直至電流自然過零時電弧熄滅,便完成了電路的開斷。
屏蔽系統
真空滅弧室的屏蔽系統主要由屏蔽筒,屏蔽罩和其他零件組成。
屏蔽系統的主要作用是:
1.防止觸頭在燃弧過程中產生大量的金屬蒸汽和液滴噴濺,污染絕緣外殼的內壁,避免造成真空滅弧室外殼的絕緣強度下降或產生閃絡。
2.改善真空滅弧室內部的電場分布,有利于真空滅弧室絕緣外殼的小型化,尤其是對于高電壓的真空滅弧室小型化有顯著效果。
3.吸收一部分電弧能量,冷凝電弧生成物。特別是真空滅弧室在開斷短路電流時,電弧所產生的熱能大部分被屏蔽系統所吸收,有利于提高觸頭間的介質恢復強度。屏蔽系統吸收電弧生成物的量越大,說明他吸收的能量也越大,這對增加真空滅弧室的開斷容量起良好作用。
觸頭系統
觸頭是產生電弧、熄滅電弧的部位,對材料和結構的要求都比較高。
4.1 對觸頭材料有以下要求:
1.高開斷能力。要求材料本身的導電率大,熱傳導系數小,熱容量大,熱電子發射能力低。
2.高擊穿電壓。擊穿電壓高,介質恢復強度就高,對滅弧有利。
3.高的抗電腐蝕性。即經得起電弧的燒蝕,金屬蒸發量少。
4.抗熔焊能力。
5.低截流電流值,希望在2.5A以下。
6.低含氣量。其中低含氣量是對所有真空滅弧室內部所使用材料的要求。特別是銅材,必須要求低含氣量的特殊工藝處理的無氧銅。而焊料等則采用白銀、銅的合金。
斷路器用真空滅弧室的觸頭材料大都采用銅鉻合金,銅與鉻各占 50%。在上、下觸頭的對接面上各焊上一塊銅鉻合金片,一般厚度各為3mm。其余部分稱為觸頭座,用無氧銅制造即可。
4.2 觸頭結構
觸頭結構對滅孤室的開斷能力有很大影響。采用不同結構觸頭產生的滅弧效果有所不同的,早期采用簡單的圓柱形觸頭,結構雖簡單,但開斷能力不能滿足斷路器的要求,僅能開斷10kA以下電流,并且僅有真空負荷開關、高壓真空接觸器等用真空開關管才采用。常采用的有螺旋糟型結構觸頭、帶斜槽杯狀結構觸頭和縱磁場杯狀結構觸頭三種,其中以采用縱磁場杯狀結構觸頭為主。
波紋管
真空滅弧室的波紋管主要擔負保證動電極在一定范圍內運動和長期保持高真空的功能,并保證真空滅弧室具有很高的機械壽命。
真空滅弧室的波紋管是由厚度為0.1~0.2mm的不銹鋼制成的薄壁元件。真空開關在分合過程中,滅弧室波紋管受伸縮作用,波紋管截面上受變應力作用,所以波紋管的壽命應根據反復伸縮量和使用壓力來確定。
波紋管的疲勞壽命和工作條件的受熱溫度有關,真空滅弧室在分斷大的短路電流后,導電桿的余熱傳遞到波紋管上,使波紋管的溫度升高,當溫升達到一定程度時,這就會影響波紋管的疲勞強度。
工作原理
真空泡內的真空滅弧室是利用高真空工作絕緣滅弧介質,靠密封在真空中的一對觸頭來實現電力電路的通斷功能的一種電真空器件。當其斷開一定數值的電流時,動靜觸頭在分離的瞬間,電流收縮到觸頭剛分離的 一點上,出現電極間電阻劇烈增大和溫度迅速提高,直至發生電極金屬的蒸發,同時形成極高的電場強度,導致極強烈的發射和間隙擊穿,產生真空電弧,當工頻電流接近零時,同時也是觸頭開距的增大,真空電弧的等離子體很快向四周擴散,電弧電流過零后,觸頭間隙的介質迅速由導電體變為絕緣體,于是電流被分斷。由于觸頭的特殊構造,燃弧期間觸頭間隙會產適當的縱向磁場,這個磁場可使電弧均勻分布在觸頭表面,維持低的電弧電壓,從而使真空滅弧室具有較高弧后介質強度恢復速度,小的電弧能量和小的腐蝕速率。這樣,就提高了真空滅弧室開斷電流的能力和使用壽命。
生產工藝
排氣臺工藝
是指將真空滅弧室的零件通過釬焊及氬弧焊等工藝制成為待排氣的整管,再連接到排氣臺進行抽真空及烘烤除氣,最后進行冷夾封口的過程。此工藝,過程復雜、路線長,一般有9道工序。因而效率低且對真空滅弧室零件的污染環節多。而且,按此工藝生產的真空滅弧室烘烤溫度低(450℃左右),因而除氣不徹底。
一次封排工藝
是指將真空滅弧室各零件先釬焊成幾個部件,再將幾個部件組裝成真空滅弧室整件,然后再在真空爐中完成排氣、烘烤去氣及釬焊封口的過程。此工藝,過程較簡單,一般有7道工序,因而效率較高且人為污染也較少。此外,按此工藝生產的真空滅弧室烘烤溫度高(800℃~900℃),因而排氣徹底。
完全一次封排工藝
是指將真空滅弧室所有零件直接組裝成整件,然后在真空爐中一次完成排氣、烘烤、釬焊封口的過程。此工藝,過程最簡單,一般僅有5道工序,人為環節最少,過程質量最穩定,但對封排設備的要求很高。